随着全球能源结构向清洁化转型加速,太阳能光伏产业迎来新一轮发展机遇。在广西地区布局百兆瓦(100MW)级太阳能组件生产线,不仅是响应国家“双碳”战略、利用当地优越光照资源的重要举措,也是推动区域产业升级、培育经济增长新动能的关键部署。一套高效、智能、可靠的设备方案与先进的计算机系统集成技术,是保障生产线高效运行与产品高质输出的核心。
一、 百兆瓦级太阳能组件生产线核心设备方案
一条完整的100MW太阳能组件生产线,通常年产能可达到约30-40万块标准组件(以540Wp组件为例),其核心工艺流程包括:电池片分选与互联(串焊)、叠层铺设、层压、装框、接线盒安装、测试与包装等。相应的设备方案需围绕这些环节进行高精度、高自动化的配置。
- 上料与电池片处理单元:配备高精度视觉定位的电池片上料机及EL(电致发光)测试分选机。EL测试机可高效检测电池片的隐裂、碎片、效率档位等,实现精准分档,为后续高质量串焊奠定基础。
- 互联(串焊)环节:采用多主栅(MBB,如9BB以上)高速串焊机。该设备利用红外或电磁加热技术,实现电池片间的精准对位和低温焊接,确保焊带连接牢固、电阻低,并能适应超薄电池片,减少碎片率,提升产品可靠性。
- 叠层与铺设环节:配置全自动叠层机。该设备能自动完成玻璃上料、EVA/POE胶膜铺设、串联好的电池串精准排版、背面胶膜及背板铺设等工序,全程由机器视觉引导,排版精度高,是保障组件功率和外观一致性的关键。
- 层压环节:选用大腔体、高精度温控的层压机。层压工艺旨在通过加热、抽真空、加压使各层材料紧密复合。先进的层压机具备多段温控、压力曲线可编程功能,能优化EVA/POE的交联过程,减少气泡和不良,提升组件长期耐候性。
- 装框与密封环节:采用全自动装框机、涂胶机及固化系统。装框机将铝边框精准扣合到层压后的组件上,并自动完成角码固定。配合自动化涂胶机,在边框与组件接缝处均匀涂覆硅胶,确保组件的机械强度和防水防尘等级(通常达到IP67/IP68)。
- 接线盒安装与测试环节:集成自动接线盒焊接/安装机和最终测试系统。焊接机将组件引出的汇流带与接线盒端子可靠连接。最终测试系统则包括IV功率测试仪、EL测试仪和外观检测仪,对每块成品组件的峰值功率、填充因子、隐裂缺陷及外观进行100%检测,并自动分档、贴标。
- 物料搬运与物流系统:全线集成AGV(自动导引运输车)或RGV(有轨穿梭车)系统,配合机械臂和自动化立体仓库,实现玻璃、边框、包装材料等大宗物料的自动配送与成品组件的智能入库,极大减少人工搬运,提升整体物流效率。
二、 计算机系统集成:打造智能化“制造大脑”
设备硬件的自动化仅是基础,实现整条生产线的协同、优化与透明化管理,依赖于深度融合的计算机系统集成。这构成了生产线的“神经系统”与“智慧大脑”。
1. 核心:制造执行系统(MES)
MES是连接上层企业资源计划(ERP)与底层自动化设备的枢纽。在组件生产线中,MES承担着核心管理职能:
- 生产调度与跟踪:接收ERP的生产订单,分解为详细的工单,并调度到各工位。通过扫描组件唯一的序列号(条码/RFID),实时追踪每一块组件在生产线上的位置、工艺参数、操作员、设备状态等信息,实现全流程可追溯。
- 物料管理:与仓储管理系统(WMS)联动,实时监控原料、辅料库存,根据生产进度自动触发补料请求,确保生产连续性。
- 质量管控:自动采集各测试环节(EL、IV、外观)的数据,建立每块组件的“质量档案”。系统可设定质量规则,自动判定产品等级,并对异常数据实时报警,触发质量追溯流程,实现从“事后检验”到“事前预防”和“事中控制”的转变。
- 设备管理与维护:集成设备监控系统,实时采集关键设备的运行状态、工艺参数(如层压温度、压力、串焊温度等)、报警信息。基于数据预测设备潜在故障,制定预防性维护计划,减少非计划停机。
- 绩效与分析:统计并分析设备综合效率(OEE)、产量、良率、能耗等关键绩效指标(KPI),通过看板实时展示,为管理决策提供数据支持。
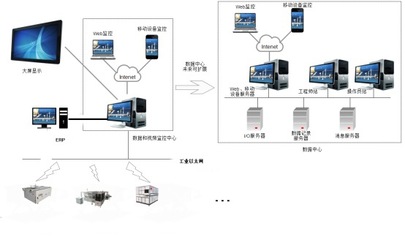
2. 底层:工业网络与数据采集(SCADA/DCS)
通过工业以太网、现场总线(如Profinet、EtherCAT)等,将串焊机、层压机、测试仪等所有自动化设备联网。SCADA(数据采集与监控系统)负责从设备PLC(可编程逻辑控制器)中实时采集海量的过程数据(温度、速度、压力、电流电压等),并实现集中监控与初步控制,为MES提供实时、准确的数据源。
3. 上层:企业资源计划(ERP)与高级计划排程(APS)
ERP系统负责全局的资源计划,包括订单管理、采购、财务、销售等。APS则基于ERP的订单和实际生产能力,进行更精细化的排产模拟与优化,将生产计划精准下达到MES,以应对多品种、小批量的柔性生产需求。
4. 延伸:数字孪生与人工智能应用
在系统集成的高级阶段,可以构建生产线的数字孪生模型,在虚拟空间中映射物理生产线的实时状态,用于工艺仿真、优化和人员培训。结合人工智能技术,对积累的海量生产数据(如IV曲线、EL图像)进行深度挖掘,可以实现工艺参数的自适应优化、产品质量的智能预测与缺陷自动分类,持续推动工艺改进与良率提升。
三、 方案实施建议与广西本地化考量
在广西实施该方案时,需结合本地实际情况:
- 气候适应性:广西气候湿热,设备选型需注重防潮、防腐蚀,特别是电气控制系统。车间环境需配备高效的除湿与空调系统,保障工艺稳定性。
- 供应链与运维:前期需评估本地及周边地区光伏原材料(玻璃、胶膜、背板、铝边框)的供应能力。建立本地化的技术支持和设备维护团队,或与设备供应商达成可靠的远程支持与快速响应协议,保障生产线稳定运行。
- 人才支撑:生产线的高度自动化与智能化,需要同时具备光伏工艺知识和自动化/信息化技能的复合型人才。需与本地职业院校、高校合作,开展定向培养与在职培训。
- 能源管理集成:可将生产线自身的能源消耗监控(如层压机加热、空调系统耗电)纳入系统集成范畴,实现绿色制造与精细化的能源成本控制。
###
广西百兆瓦级太阳能组件生产线的成功建设与高效运营,依赖于一个将高性能、高可靠性的硬件设备与高度集成化、智能化的计算机系统深度融合的整体方案。通过MES为核心的信息化系统,实现生产全过程的数字化、透明化与优化管理,不仅能显著提升生产效率与产品品质,降低运营成本,更能增强企业快速响应市场变化的能力,为广西在竞争日益激烈的光伏产业中占据有利位置提供坚实的技术保障。